Wie man eine bessere Haftung auf dem Druckbett erlangt, zeige ich dir in diesem Beitrag. Die wichtigste Schicht beim Drucken ist die allererste Schicht. Wenn diese keine Haftung am Druckbett hat, misslingt der vollständig nachfolgende Druck. Sehr ärgerlich ist es, wenn die Haftung bei einer höheren Druckhöhe auf einmal nachgibt und das Druckobjekt am Druckkopf klebt / verschoben wird bzw. nur noch Spaghetti in die Luft gedruckt werden.
Die Grundvoraussetzungen für eine gute Haftung
Als erste klären wir mal, welche Grundvoraussetzungen wir erfüllen müssen, um einen guten Druck und eine gute Haftung am Druckbett zu gewährleisten.
Ein sauberes Druckbett
Die oberste Voraussetzung für eine bessere Haftung auf dem Druckbett sollte ein sauberes Druckbett sein. Hier sollten keine alten Druckrückstände, Staub oder Fett vorhanden sein. Wichtig ist hierbei auch, auf das richtige Reinigungsmittel zu achten. Mit Isopropanol solltest du in den meisten Fällen keine berichteten flexiblen Druckmatten reinigen, sondern eher zu Spülmittel und lauwarmen Wasser greifen. Filamentreste vom vorherigen Druck bekommst du in den meisten Fällen mit einem stumpfen Spachtel vom Druckbett gelöst.
Nivellierung / Druckbettnivellierung
Hiermit bestimmst du den Abstand zwischen Druckbett und Düse. Ist dieser Abstand zu groß, wird in die Luft gedruckt. Ist dieser Abstand jedoch zu gering, verklebst du wohl möglich deine Nozzle. Eine Unterstützung hier liefer, wenn vorhanden, eine BL Touch Modifikation. Dieser vermisst das Druckbett und berechnet damit die Steigung und das Gefälle des Druckbetts.
Für PLA Nivelliere ich immer mit einem Stück Druckerpapier und probiere, so viel Haftung mit den Stellschrauben auf das Papier zu bringen, dass ein geringer Kraftaufwand benötigt wird, um das Papier zwischen Nozzle und Druckbett zu bewegen. Quasi bis das Papier so „quietsche“ Geräusche von sich gibt. Diesen Vorgang wiederhole ich an allen 4 Ecken und rotiere so lange, bis ich an allen 4 Ecken nicht mehr nachstellen muss.
Temperatur für den Druck und das Material
Je nach verwendetem Material, sollte die richtige Temperatur gewählt werden. Liegst du mit deiner Drucktemperatur 10-15 Grad daneben, kann es passieren, dass zu viel oder zu wenig Material aus der Düse extrudiert wird. Das kann wiederum dazu führen, dass die Haftung auf dem Druckbett verringer wird.
Temperatur vom Druckbett je Material
Die Temperatur vom Druckbett ist genauso entscheidend, wie die Drucktemperatur. Wenn das Druckbett zu kalt ist, kommt es zum „Warping“ worunter die Haftung sehr stark leidet. Warping ist der Materialverzug, der entsteht, wenn die Temperaturunterschiede zwischen den einzelnen gedruckten Schichten zu groß wird. Dies sorgt für Spannung und gleichzeitig weniger Haftung auf dem Board.
Druckgeschwindigkeit – gerade der ersten Schicht
Die Druckgeschwindigkeit beeinflusst die Haftung natürlich genauso. Bei Haftungsproblemen empfiehlt es sich, die Geschwindigkeit der ersten Schicht zu reduzieren. Dadurch ermöglichen wir dem Material durch die zusätzliche Zeit, besser am Druckbett zu haften.
Obigen Punkte überprüft?
Hast du die obigen Punkte bereits optimal eingestellt, geht es nun um die Einstellungen in der Software, die du noch tätigen kannst sowie Tools, die dir bei der Haftung helfen.
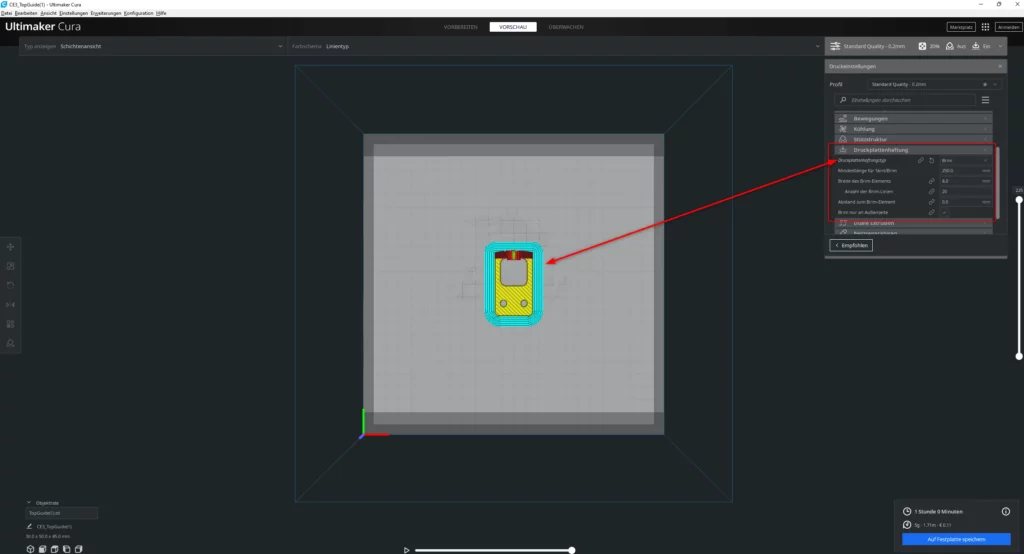
Anpassung in Slicer Software – Brim Funktion für bessere Haftung auf dem Druckbett
Die meiner Meinung nach einfachste Methode, um die Haftung auf dem Druckbett zu erhöhen, wenn die Grundlagen oben passen, sind die Settings in der Slicer Software. Hier gibt es die Funktion „BRIM“. Diese erzeugt eine Art Auflagefläche, welche das Druckobjekt umrandet und mit dem Druckobjekt verbunden ist. Dies wirkt sich natürlich positiv auf die Haftung aus.
Nachteil: Der Brim muss nach dem Druck entfernt werden, sorgt quasi für Nacharbeit.
Wenn du mit ABS druckst, empfiehlt es sich, den Lüfter für den gesamten Druck auszustellen sowie einer weiteren Reduzierung der Druckgeschwindigkeit, um das Auskühlen der Schichten zu gewährleisten.
Tools / Produkte, um die Haftung auf dem Druckbett zu erhöhen
Hier gebe ich dir noch eine Auflistung an Produkten und Möglichkeiten, die du über die oben aufgeführten Möglichkeiten hinaus ausprobieren kannst. Je nach Drucker, verwendetem Material und Druckbett solltest du entscheiden, welches für dich geeignet ist.
Blue Tape – Klebeband für Maler
Das Blue Tape ist ein Handwerkzeug des Malers. Dieses kann im 3D Druck optimal verwendet werden, um das Druckbett damit zu bekleben und somit durch die raue Oberfläche eine höhere Haftung zu erzeugen. Hierbei muss jedoch sehr genau gearbeitet werden, sodass zwischen den einzelnen Streifen Klebeband kein Abstand oder Überlappung entsteht.
Hierbei empfehle ich dir, ein breites Blue Tape zu verwenden.
Haarspray
Das Haarspray kannst du bei einem Druckbett aus Glas anwenden. Eine Empfehlung hier ist Haarspray mit der Stärke 4.
Wichtiger Hinweis zum Haarspray: Nicht im Druckraum sprühen, da der Haarspiralnebel sich auf die Achsen des Druckers legen kann.
Haftspray
Das Haftspray ist ähnlich dem Haarspray, nur speziell für den 3D-Druck entwickelt. Hierbei ist beim fertigen Druck darauf zu achten, dass dieser beim Abheben nicht zerstört wird. Die Haftung auf dem Druckbett kann je nach Objektgröße des Drucks sehr hoch sein und zu Schäden am Druckobjekt führen.
Haftspray bei Amazon: Haftspray
Klebestift ( UHU-Stick oder Prit-Stift)
Der normale Klebestift , den man aus der Schule noch kennt, kann auch zur Erhöhung der Haftung genutzt werden. Hierbei ist es wichtig auf die Verteilung zu achten, da sich leicht Klumpen bilden können.
Klebestift bei Amazon: UHU Klebestift
Flexible Druckplatte mit Beschichtung (mein Favorit) für Bessere Haftung auf dem Druckbett
Seitdem ich die Druckplatte besitze, will ich nicht mehr auf eine andere Oberfläche zurück. Leider ist dies ein Verschleißteil, was dazu führt, dass man alle paar hundert Drucke eine neue Druckplatte benötigt.
Die Druckplatte ist mit einer Beschichtung versehen, die bei erhöhter Temperatur das PLA besser haften lässt, beim Abkühlen jedoch die Haftung wieder reduziert.
Auf meinem Ender 3 habe ich lange Zeit eine flexible Druckplatte verwendet – mittlerweile drucke ich entweder auf der flexiblen Druckplatte oder auf der Ender Glasplatte.
Anpassung des Druckmodells
Manche Drucke lassen sich mit allen gezeigten Methoden einfach nicht mit optimaler Haftung drucken. Da hilft es nur, das Druckobjekt so zu gestalten, dass es mit besserer Haftung gedruckt werden kann.
Hierbei solltest du wissen, dass runde Objekte besser halten als rechteckige Objekte, da hier die Kraftverteilung eine andere ist. Zusätzlich ist bei einer runden Struktur die Wahrscheinlichkeit für das Warping geringer.
Eventuell kannst du durch Anpassung die Haftung noch weiter erhöhen.