Vor kurzem habe ich 10 Rollen von 3D Kaige PLA+ gekauft. Meine ersten Druckergebnisse waren nicht sonderlich vorzeigbar. Ich hatte starke Probleme mit Stringing, Warping und der richtigen Temperatur fürs PLA+. Somit habe ich einige Stunden damit verbracht, meine optimierten Settings für das 3D Jake Eco PLA auf 3D Kaige (Tochtergesellschaft von Sunlu) PLA Plus umzubauen.
Um dir die Stunden der Einstellung zu ersparen, teile ich hier meine Settings für das 3DKaige PLA+ mit dir. Natürlich hat jeder Drucker für sich andere Stellschrauben – aber dann gibt dir dieser Guide zumindest eine grobe Richtung vor.
PLA Plus Besonderheiten und Angaben vom Hersteller
3D Kaige ist laut eigenen Angaben eine Tochtergesellschaft des PLA Herstellers Sunlu aus China (Zhuhai). Das Unternehmen Sunlu wurde bereits im Jahr 2013 gegründet und ist bekannt für recht günstiges, dennoch gut nutzbares PLA. Als Tochtergesellschaft sollte / kann man annehmen, dass es sich um dasselbe PLA handelt, wie es auch bei Sunlu geführt wird. Da ich selber bisher kein PLA von Sunlu hatte und jetzt das PLA Plus von 3D Kaige vorliegen habe, kann ich dazu aktuell nichts konkret sagen.
PLA Plus ist das Bindeglied zwischen ABS und PLA. Das PLA Plus soll sich so einfach drucken lassen, wie PLA, besitzt dabei aber viele Eigenschaften von ABS. Die „Schlagzähigkeit“ wird dabei 2,2-mal höher als bei ABS und sogar 15-mal höher als bei herkömmlichen PLA angegeben. Somit eignet sich PLA Plus ideal für Bauteile mit mehr Stabilität.
Angaben vom Hersteller
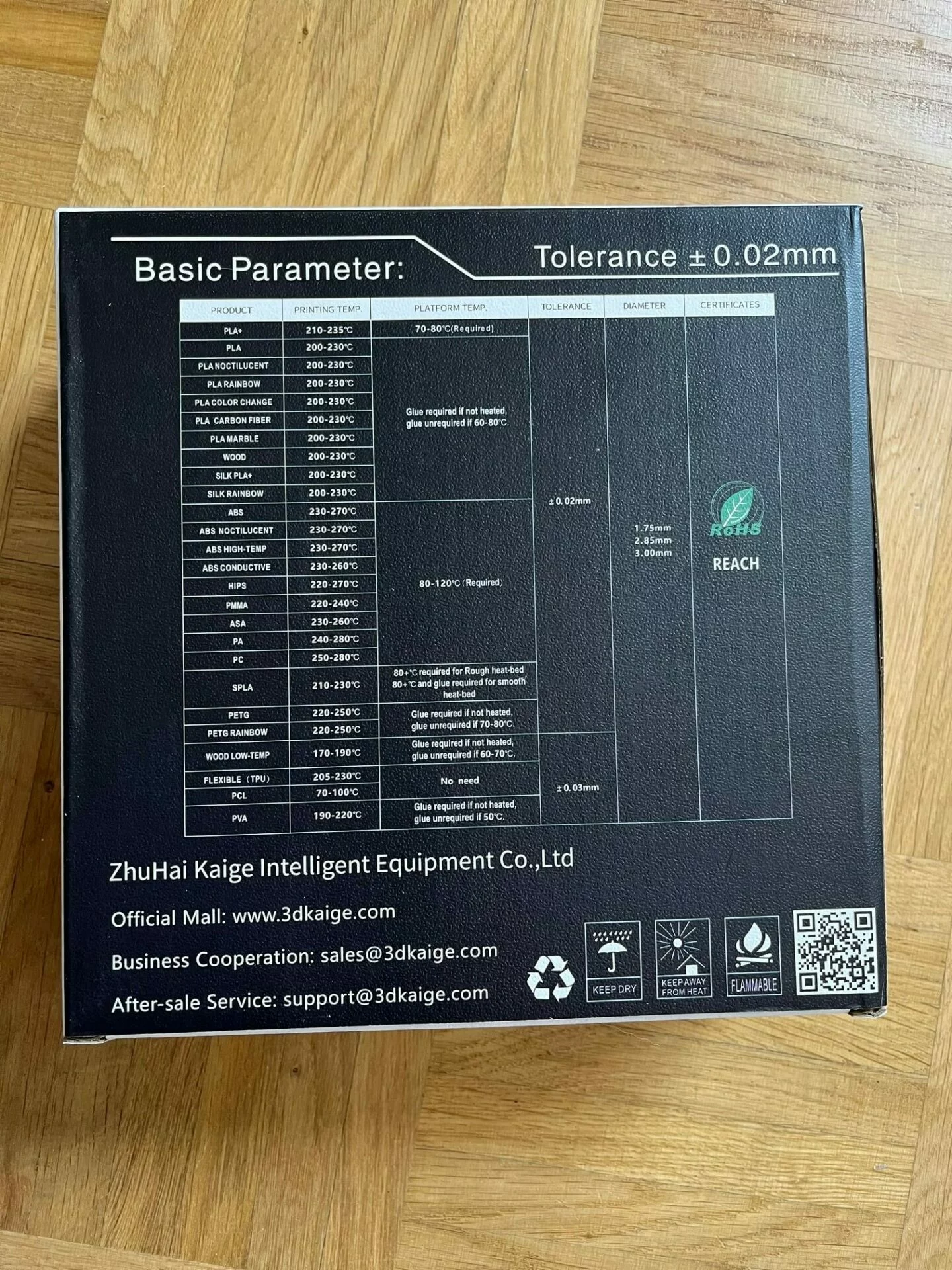
Der Hersteller 3D Kaige hat auf die Verpackung ein paar Richtwerte für die Druckeinstellungen geschrieben. In meinem Fall haben die Settings nur bedingt funktioniere – bzw. die Spanne der Angaben ist sehr großzügig gewählt.
Auf der Verpackung finden wir folgende Angaben:
- Printing Temp.: 210 – 235°C
- Platform Temp. 70 – 80°C (Required)
Nachdem ich mehrere Testdrucke durchgeführt habe, bin ich dort zu ganz anderen Werten gekommen, die sich wesentlich besser drucken lassen.


Meine Testdrucke | Optimierungsschritte
Ich habe einen Druck mit dem 3D Jake eco PLA durchgeführt, mit welchem in die Drucke mit dem 3D Kaige PLA+ vergleichen werden. Dafür habe ich den XYZ 20 mm Calibration Cube (thingiverse:1278865) gewählt, da meiner Meinung nach am Druckbild des Würfels einige Faktoren schnell abgelesen werden können.
Auf den folgenden Bildern könnt ihr von links (Ausgangsdruck in Orange mit 3D Jake PLA) nach rechts (PLA Plus von 3D Kaige in Grau) die Veränderungen sehen. Der letzte Würfel ganz rechts hat meiner Meinung nach mehr als ausreichende Qualität für den Preis des PLA Plus.
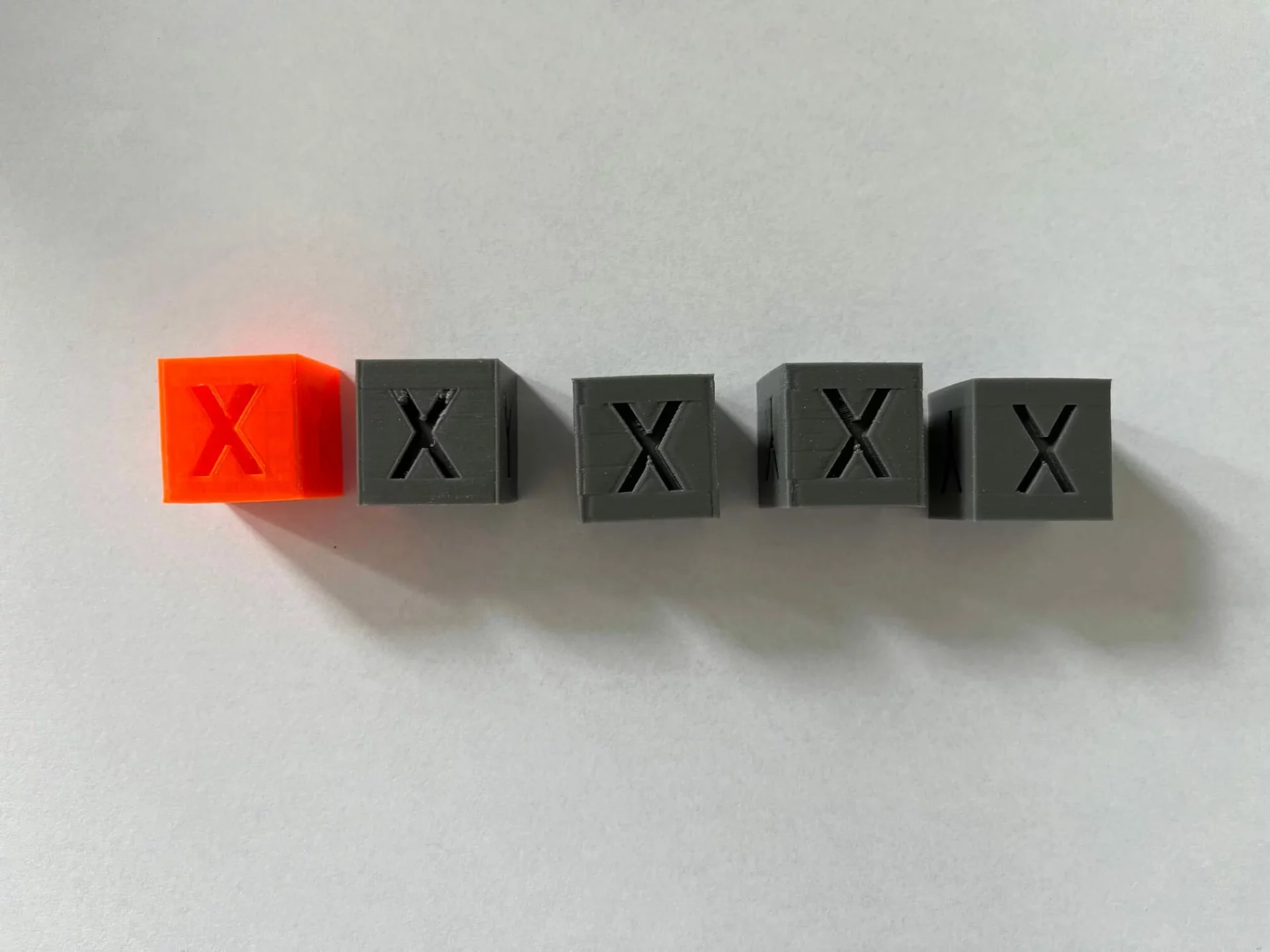
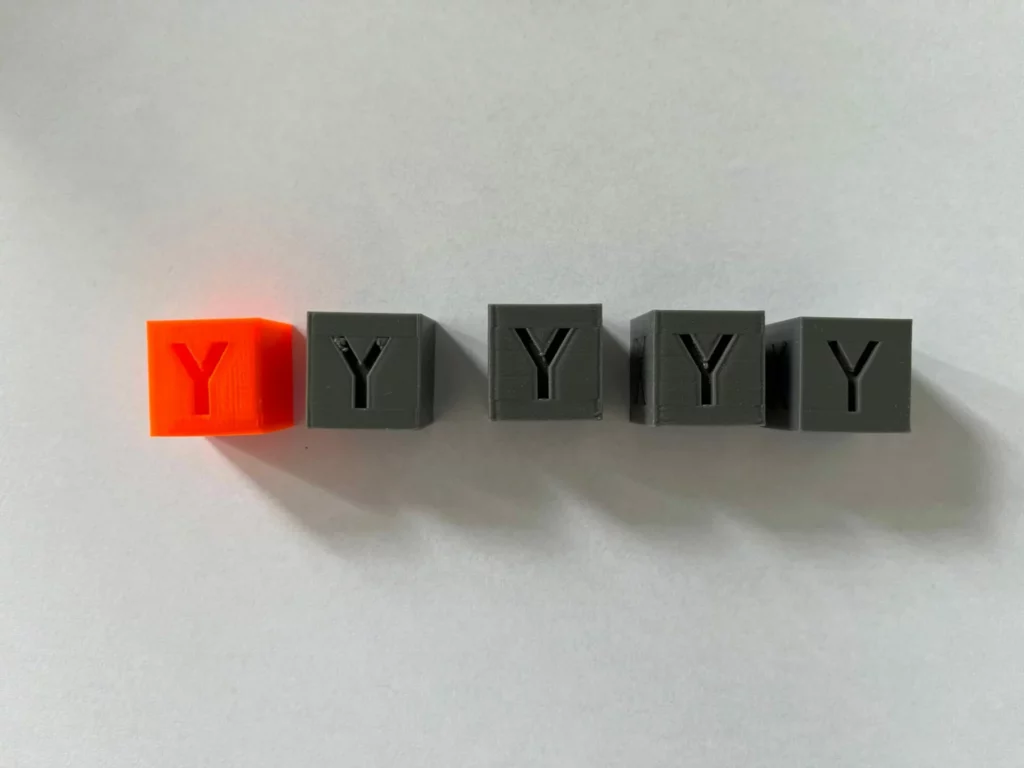

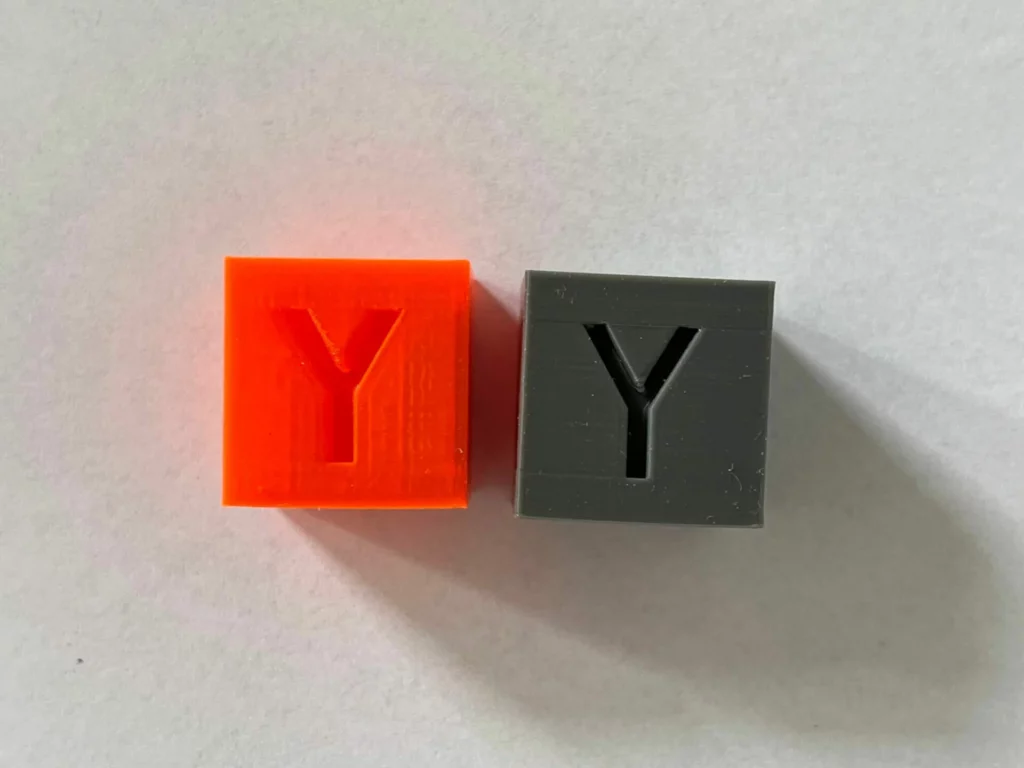
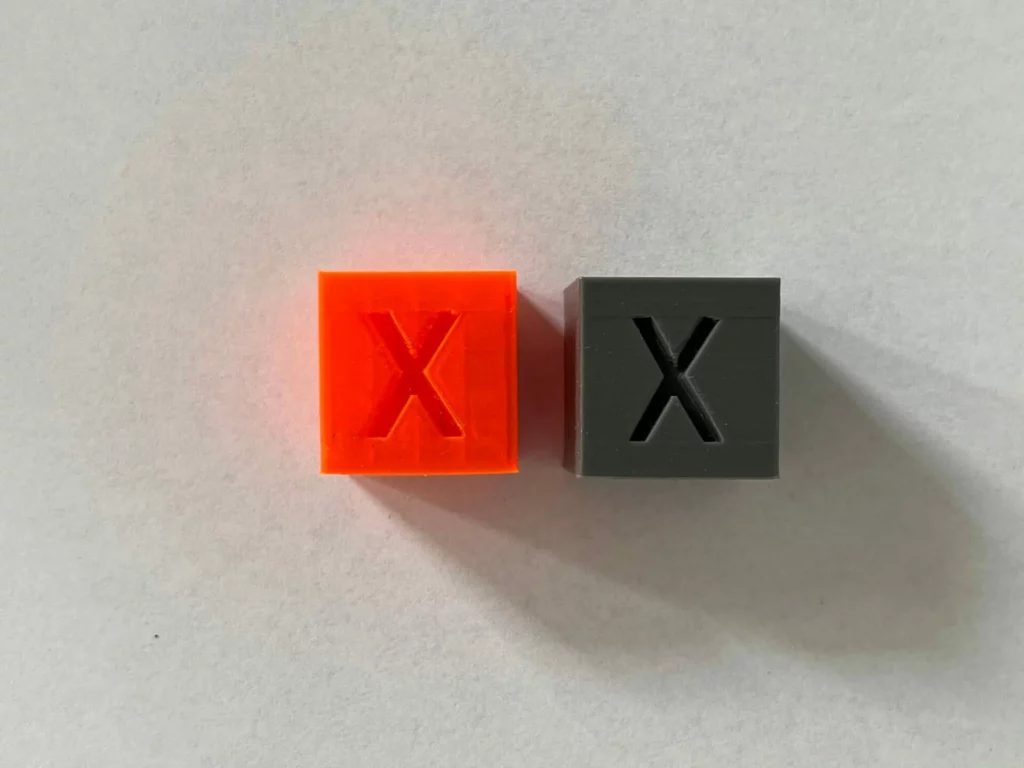
Wie du sehen kannst, ist die Qualität von Druck zu Druck besser geworden. Auf den letzten beiden Bildern siehst du das Druckergebnis, mit dem ich soweit zufrieden war.
Gerade an der X und Y Achse kann man die Anpassungen der Settings sehr gut erkennen
Zusätzlich habe ich einen Heat-Tower gedruckt (Smart compact temperature calibration tower – Thingiverse 2729076). Hier ist auch ein Design direkt für PLA Plus mit hochgeladen worden. Du musst also lediglich das Skript in deinen Slicer einbringen, um die Temperatur bei den Ebenen zu verändern.
Leider habe ich den Heat-Tower nicht mehr vorliegen, jedoch hat sich dabei gezeigt, dass das beste Druckergebnis bei Temperaturen zwischen 200 und 215 Grad entstehen.
Die besten Einstellungen in Ultimaker Cura für 3D Kaige PLA Plus
Kommen wir nun zu den Settings, die ich in Cura Maker für das 3DKaige (Sunlu) PLA Plus eingestellt habe.
Material Settings | Materialeinstellungen für 3D Kaige PLA:
- Default Printing Temperature: 205 °C
- Hier habe ich mit einem Heat-Tower gearbeitet. Bei mehr als 220 Grad war der Druck einfach nur verzogen und das Filament viel zu flüssig. Bis etwa 215 Grad lässt es sich noch gut drucken.
Laut Angabe auf der Verpackung soll das PLA Plus jedoch zwischen 210 und 235 Grad gedruckt werden. Konnte ich so nicht feststellen. 210 Grad kann auch gut verwendet werden.
- Hier habe ich mit einem Heat-Tower gearbeitet. Bei mehr als 220 Grad war der Druck einfach nur verzogen und das Filament viel zu flüssig. Bis etwa 215 Grad lässt es sich noch gut drucken.
- Default Build Plate Temperature: 75 °C
- Standby Temperature: 180 °C
- Retraction Distance: 9,00 mm
- Hiermit habe ich das Stringing entfernen können. Eventuell reichen bei dir bereits 5-8mm aus
- Retraction Speed: 45 mm/s
- Fan Speed: 100 %
Print Settings | Druckeinstellungen
Ich habe immer 3 Grundeinstellungen, mit denen ich unterschiedlich schnell drucke. Je schneller der Druck, umso geringer wird die Qualität. Hier wären meine 3 Profile für das PLA Plus von 3D Kaige mit den obigen Materialeinstellungen.
Die besten Druckeinstellungen für 3D Kaige PLA+ (langsamer Druck)
- Globals
- Layer Height: 0.12 mm
- Inital Layer Height: 0.28 mm
- Wall Thickness: Calculated
- Top/Bottom Thickness: Calculated
- Enable Acceleration Control: True
- Enable Jerk Control: True
- Walls
- Wall Thickness: 1.2 mm
- Outer Wall Wipe Distance: 0.4 mm
- Compensate Outer Wall Overlaps: True
- Z Seam Aligment: Sharpes Corner
- Top / Bottom
- Top/Bottom Thickness: 1 mm
- Infill
- Infill Density: 10-25%
- Infill Line Distance: Calculated
- Infill Pattern: Grid
- Material
- Outer Wall Flow: 95%
- Initial Layer Flow: 95%
- Speed
- Inner Wall Speed: 50 mm/s
- Initial Layer Speed: 25 mm/s
- Initial Layer Travel Speed: 125 mm/s
- Skirt / Brim Speed: 25 mm/s
- Travel
- Retraction Distance: 6 mm
- Experimental
- Enable Coasting: False
Schneller Druck – Die besten Druckeinstellungen für 3D Kaige PLA+
- Gloabls
- Layer Height: 0.2 mm
- Inital Layer Height: 0,28 mm
- Wall Thickness: Calculated
- Top/Bottom Thickness: Calculated
- Enable Acceleration Control: True
- Enable Jerk Control: True
- Build Plate Adhesion Type: Skirt
- Quality
- Top/Bottom Line Width: Calculated
- Walls
- Wall Thickness: 1.2 mm
- Outer Wall Wipe Distance: 0.4 mm
- Outer Wall Inset: 0.2 mm
- Compensate Outer Wall Overlaps: True
- Z Seam Aligment: Sharpest Corner
- Top / Bottom
- Top/Bottom Thickness: 1 mm
- Monotonic Top/Bottom Order: True
- Top/Bottom Line Directions [90]
- Extra Skin Wall Count: 0
- Skin Overlap Percentage: 30%
- Infill
- Infill Density: 10-30%
- Infill Line Distance: Calculated
- Infill Pattern: Grid
- Material
- Outer Wall Flow: 95%
- Initial Layer Flow: 95%
- Speed
- Inner Wall Speed: 50 mm/s
- Initial Layer Speed: 25 mm/s
- Initial Layer Travel Speed: 125 mm/s
- Skirt / Brim Speed: 25 mm/s
- Travel
- Retraction Distance: 6 mm
- Support
- Support X/Y Distance 0.2mm
- Experimental
- Enable Coasting: False
Super schneller Druck – Die besten Druckeinstellungen 3D Kaige PLA+
- Globals
- Layer Height: 0.28 mm
- Inital Layer Height: 0.28 mm
- Wall Thickness: Calculated
- Top/Bottom Thickness: Calculated
- Enable Acceleration Control: True
- Enable Jerk Control: True
- Walls
- Wall Thickness: 1.2 mm
- Outer Wall Wipe Distance: 0.4 mm
- Compensate Outer Wall Overlaps: True
- Z Seam Aligment: Sharpest Corner
- Steam Corner Preference Z Seam Corner
- Top / Bottom
- Top Surface Skin layers: 1
- Top/Bottom Thickness: calculated
- Top Layers: Calculated
- Bottom Layers: Calculated
- Skin Overlap Percentage: 15%
- Infill
- Infill Density: 10-30%
- Infill Line Distance: Calculated
- Infill Pattern: Grid
- Material
- Outer Wall Flow: 95%
- Initial Layer Flow: 95%
- Speed
- Inner Wall Speed: 60 mm/s
- Inner Wall Speed: 50 mm/s
- Initial Layer Speed: 25 mm/s
- Initial Layer Travel Speed: 125 mm/s
- Skirt / Brim Speed: 25 mm/s
- Travel
- Retraction Distance: 6 mm
- Experimental
- Enable Coasting: False
Nachtrag / Anpassungen
01.06.2022: Danke an den Kommentar, den Arian im alten Design vom Blog gesetzt hat. Er hat mich auf den Wert der Dichte und Durchmesser des Materials aufmerksam gemacht, dadurch muss der Flow nicht laufend angepasst werden.
Standardmäßig steht dies bei 1,75mm Durchmesser und 1000g Rolle bei 1,26 g/cm³.
Ich habe mein Material an 10 Stellen auf etwa 5 Meter Material vermessen und bin bei einem Durchschnittswert von 1,73mm gekommen.
Die Dichte des Materials habe ich durch Ausprobieren auf 1,25 g/cm³ gesetzt, was bei mir ganz gut funktioniert hat.
Arian war bereits mit einer Dichte von 1,24 g/cm³ in der Unterextrusion und musste wieder mit dem Flow nachregeln.